
Zingametall es el fabricante de ZINGA que se puede utilizar para tratar estructuras metálicas para evitar que se oxiden.
Zingametall tiene contactos con aplicadores que tienen experiencia en el uso de ZINGA, pero no ofrece aplicaciones en sus instalaciones.
No, ZINGA debe agitarse bien antes de su aplicación. Es muy importante que ZINGA sea un producto homogéneo durante la aplicación para garantizar la protección catódica de la estructura.
ZINGA ha sido desarrollado para proteger las estructuras ferrosas. El rendimiento de ZINGA es altamente dependiente del grado de preparación de la superficie. Cuanto mejor sea la preparación, mejor será su rendimiento. Consulte la preparación de la superficie para una explicación detallada.
ZINGA puede ser recubierto, pero es -como cualquier recubrimiento rico en zinc- sensible a los disolventes. Por lo tanto la compatibilidad debe estar garantizada. En general, acabados de curado rápido y con un bajo contenido de solvente se adaptarán mejor. Para realizar una prueba, aplicar una pequeña cantidad de acabado en una parte no crítica, no visible de la estructura que haya sido recubierta con ZINGA y observar si se produce cualquier reacción. Para evitar cualquier problema, le recomendamos el uso de un sellador (ver: selladores sobre ZINGA).
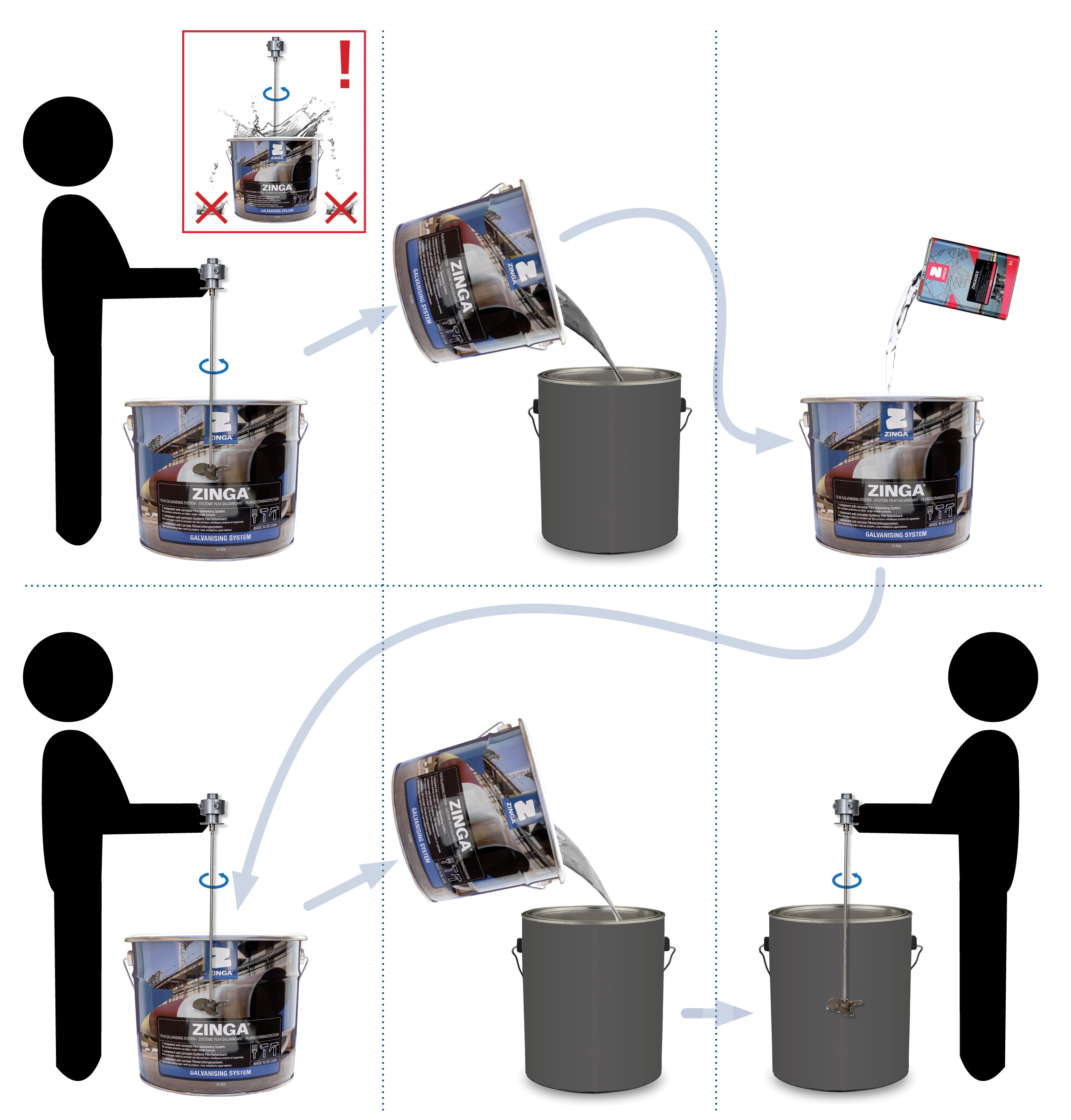
ZINGA debe agitarse utilizando herramientas mecánicas.
Inserte un mezclador mecánico en el envase y agite durante al menos 2 minutos para las pequeñas cantidades (1-2 kg) y por lo menos 5 minutos para grandes cantidades (5 – 25 kg).
Para probar si se ha agitado de forma correcta, realice una de estas dos opciones:
- Pesar un volumen medido: si la densidad calculada (peso dividido por el volumen) es de entre 2,58 y 2,73 kg/L, el producto se haagitado adecuadamente.
- Vacíe el contenidodelenvase después de agitar, en otro envase. Diluir el producto restante con Zingasolv. Mezclar el producto diluido. Vierta esto en el nuevo envase. Mezcle el nuevo envase a fondo.
ZINGA se puede quitar fácilmente usando ZingaSolv. También ZINGA una vez seco puede disolverse de nuevo usando ZingaSolv.
No, ZINGA sólo está disponible en color gris.
El gris se atribuye al extremadamente alto contenido de zinc del recubrimiento. A fin de tener suficiente pigmento de color en una pintura, el contenido de zinc disminuiría por debajo del nivel requerido para la protección galvánica.
El rendimiento de ZINGA es, como cualquier recubrimiento o pintura, altamente dependiente del grado de preparación de la superficie antes de la aplicación. Por lo tanto, ZINGA se puede aplicar sobre una superficie ligeramente oxidada, pero debido a la barrera del óxido entre ZINGA y el acero, la protección galvánica se ve afectada y por lo tanto el rendimiento de ZINGA se reduce.
Dado que ZINGA puede ofrecer una protección sostenible de las superficies de acero de larga duración, es rentable de invertir en una preparación de la superficie exhaustiva, lo que evitará el fallo prematuro del revestimiento.
Sí, es posible soldar acero recubierto con ZINGA (máx. 60 m DFT) sin vapores de zinc excesivos, porque el calor del cordón de soldadura que se acerca, quema el aglutinante orgánico muy por debajo del punto de fusión de zinc.
El polvo de zinc restante se elimina de la zona de soldadura por convección dejando la zona de soldadura libre de contaminación. Si el DFT aplicado es mayor a 60 micras, se debe quitar el exceso de recubrimiento con un cepillo de alambre. La estructura de acero zinganizada debe estar libre de aceite, grasa y productos químicos inflamables. El polvo y los desechos deben ser eliminados mediante pistola de aire o con la aspiradora.
No utilice spray a base de silicona anti-salpicaduras sobre ZINGA porque esto causará fallo de la adhesión de cualquier recubrimiento posterior que se aplique sobre ZINGA. Por favor, asegúrese de que haya una ventilación y extracción adecuadas en todo momento. Al soldar acero zinganizado, el operador debe usar una máscara que se ajuste a la normativa.
ZINGA puede ser utilizado en soldaduras para asegurar una protección catódica sobre toda la estructura.Antes de aceptar el trabajo, por favor, verifique que las soldaduras están en buenas condiciones. Agujeros, socavones o grietas se deben ser remediados remediar por soldadura o moler hasta obtener una superficie uniforme.
La superficie debe estar desengrasada y limpia con el grado de limpieza St 2.Se deben eliminar las salpicaduras de soldaduras.Elimine toda la escoria y otras imperfecciones de la superficie con un martillo mecánico con aguja. Antes de la aplicación de ZINGA, las costuras de soldadura y la superficie circundante debe tener una cierta rugosidad: preferiblemente por chorreado, o de otra manera con un cepillo de cerdas metálicas (Bristle-Blaster), un martillo con aguja o con papel de lija rugoso (60 a 80). ¡Tenga cuidado de no pulir la superficie!
Después dar rugosidad a la superficie, es vital eliminar a fondo el polvo de las zonas a tratar. Aplique ZINGA con brocha superponiendo un mínimo de 5 cm, en una o varias capas con el fin de obtener el DFT especificado.