
La préparation de surface est primordiale pour obtenir une performance idéale de n’importe quel coating. Toute contamination sur la surface peut créer des endroits où le ZINGA ne sera pas en contact direct avec le substrat, ce qui interrompra sa réaction électrochimique, le courant d’électrodes et donc sa protection cathodique.
C’est pour cette raison que la surface doit être nettoyée afin d’être exempte de:
- Saletés
- Huiles et graisses
- Sels
- Calamine
Il y a trois façons d’éliminer les contaminations de la surface:
- Nettoyage au solvant
- Nettoyage au détergent
- Nettoyage à la vapeur
Le nettoyage au solvant est uniquement recommandé pour des petites applications faciles à atteindre. Le Zingasolv peut être utilisé.
Un nettoyage au détergent est préférable par rapport à un nettoyage au solvant. Utilisez de préférence un nettoyage à la vapeur à 80°C afin de créer une surface propre pour l’application du ZINGA.

La propreté correcte de l’acier pour application du ZINGA
La seconde phase la plus importante pour une bonne préparation de surface est la création d’un profil de surface. Ceci assure une bonne adhérence du coating sur le substrat. Le ZINGA n’adhérera que sur une surface suffisamment rugueuse!
Un bon profil de surface est un profil de profondeur et un profil rugueux. Pour une bonne adhérence du ZINGA, Zingametall conseille un profil de profondeur entre Rz 50 et 70 µm et un profil rugueux de Ra 12.5.
Afin d’obtenir cette rugosité, le substrat doit être grenaillé ou par un sablage humide au degré SA 2.5 (propreté) – ou rendu rugueux par une brosse en acier pour de petites applications sur des surfaces faciles à atteindre. Si la surface a déjà une rugosité adéquate (vieillissement ou ancien sablage), la surface peut être nettoyée à haute pression jusqu’au degré SA 2.5.
Notez que la performance du ZINGA dépend fort de la qualité de la préparation de surface!
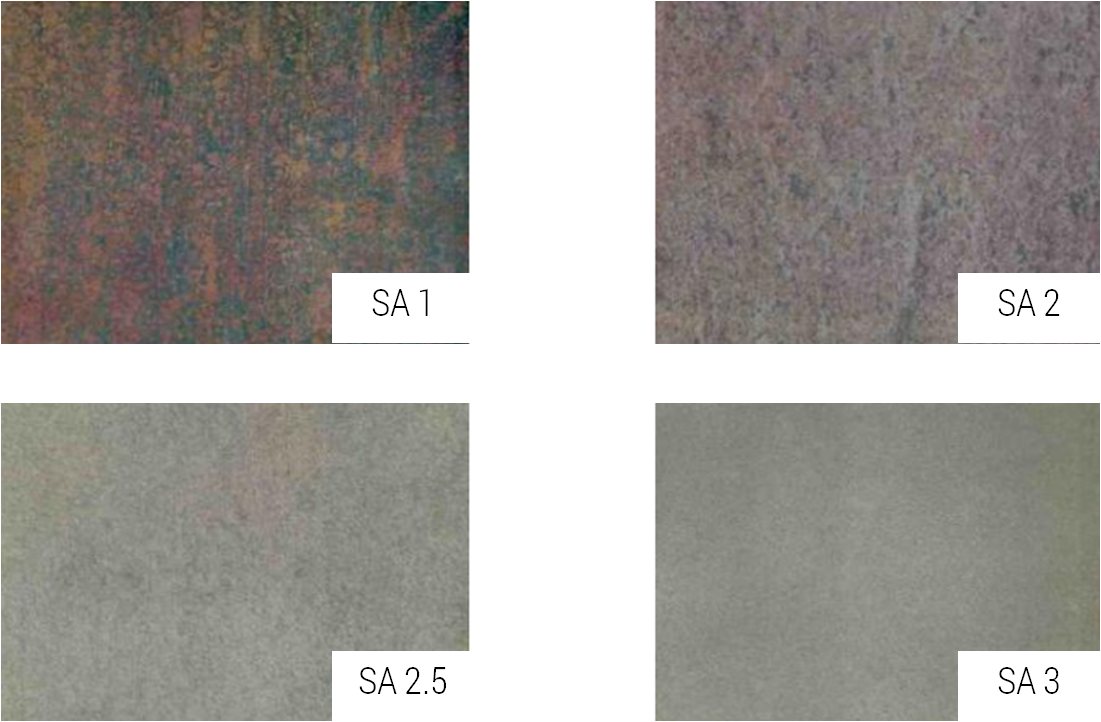
Degré de propreté selon ISO 8501-1